
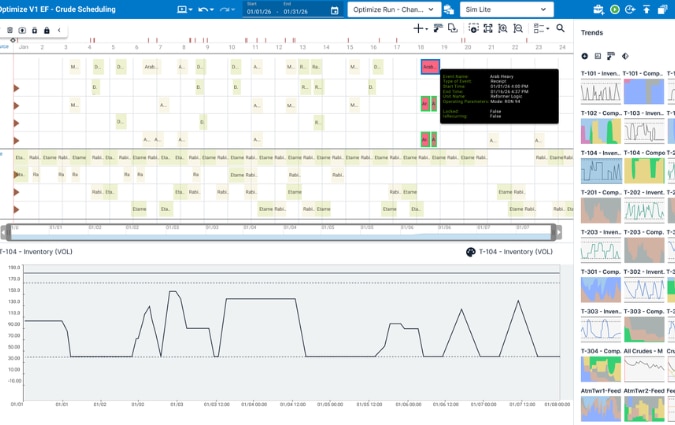
Emerson Automates Refinery Scheduling to Improve Margins, Respond Faster to Market Volatility
New software solutions integrate planning and scheduling processes to accelerate decision-making
New software solutions integrate planning and scheduling processes to accelerate decision-making
 Video
Video
Learn how AVA was deployed at Repsol to give operators an accessible way to understand APC application performance at any given time and how to respond with greater confidence in the moment.
 Press Release
Press Release
New software solutions integrate planning and scheduling processes to accelerate decision-making
 Blog
Blog
Global energy transition acceleration is making it critical for utilities of all sizes to achieve key objectives in safety, reliability, economics and customer service.
 Blog
Blog
After FERC Order 881's compliance milestone, utilities that integrate AAR directly into EMS operational workflows — via OpenAAR, Thermal Limits and OpenNet — are reducing congestion costs and...
 Blog
Blog
As grid complexity accelerates with DERs, renewables and bidirectional power flows, utilities like Ameren and TenneT are turning to standards-based network model management to replace manual, siloed.....
 Blog
Blog
AspenTech DGM joined the EPRI Forum to advance CIM-based grid model interoperability—reducing custom integrations and helping utilities connect best-of-breed systems reliably.
 Blog
Blog
Digital supply chain solutions enable refining and chemical teams to rapidly optimize economics, protect margins and execute faster during market volatility and disruptions.
 Blog
Blog
Students design sustainable, affordable energy systems for 2,000+ person communities. Emphasizes interdisciplinary solutions combining engineering, planning and renewable energy infrastructure with AI...
 Press Release
Press Release
Enhanced AspenTech Inmation Data Fabric to accelerate enterprise-scale intelligence
 Press Release
Press Release
Expanded collaboration with state’s largest electric delivery company focuses on future-proofing the grid, supporting safe and reliable energy delivery
 Press Release
Press Release
AspenTech AVA enables customers to act faster, develop more informed strategies, improve operational reliability
 Press Release
Press Release
Emerson’s biannual event will feature insights from industry leaders on how AspenTech solutions improve operational performance amid volatility